















Nopea täysautomaattinen CW-kuitulaserketjuhitsauslaite K-kulta- ja 925-hopeakoruille ja -rautateille
II. Ydintoiminnot ja tekniset ominaisuudet
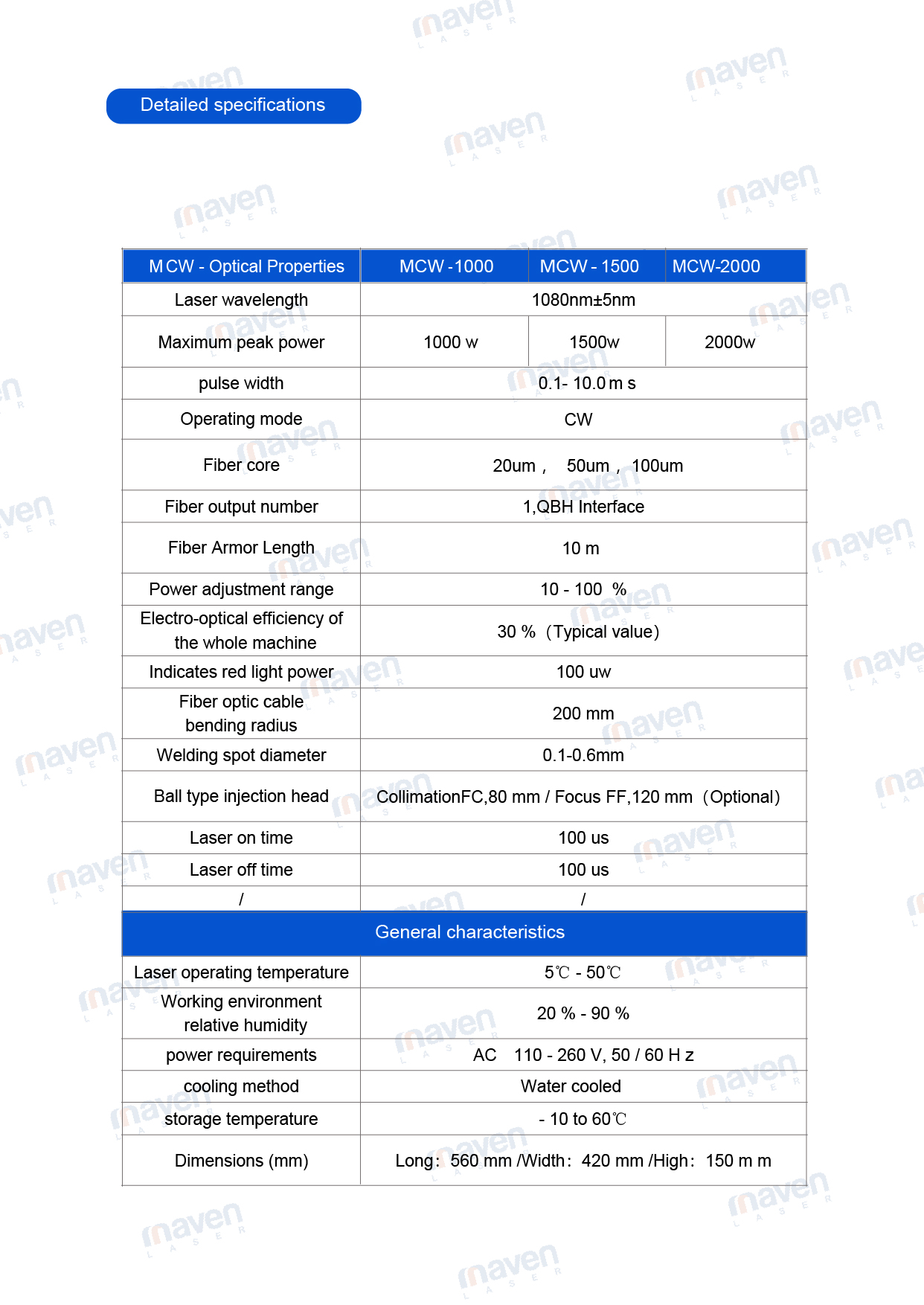
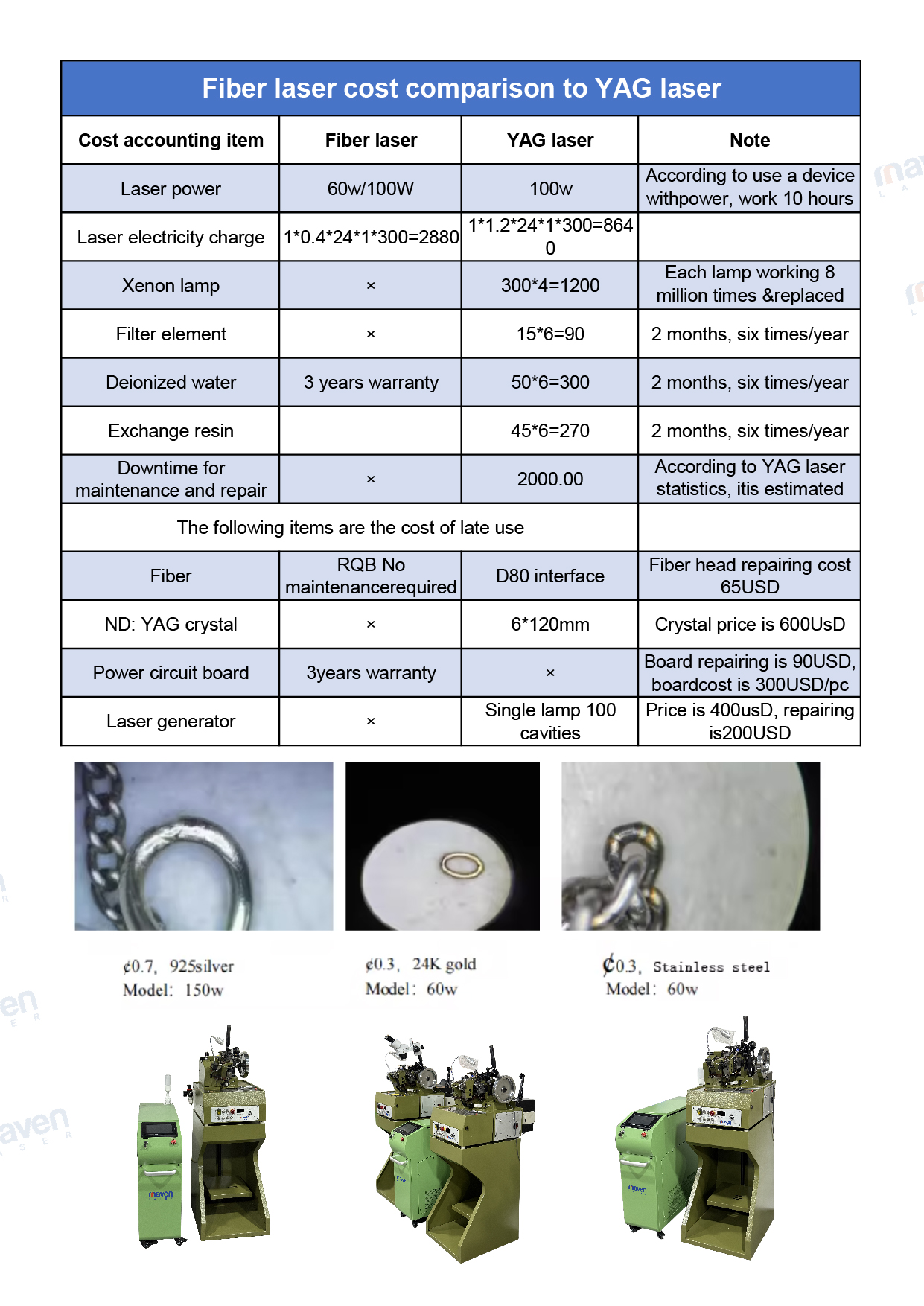
- Tarkka hitsaus, varmistaa estetiikan ja lujuudenHitsaustarkkuus saavuttaa 0,01 mm:n rajan, mikä tukee "pisteestä pisteeseen" -hitsausta. Hitsausjäljen vähimmäishalkaisija voi olla jopa 0,1 mm, mikä täyttää korujen ja asusteiden korkeat vaatimukset "ei näkyviä hitsausjälkiä".Hitsausliitoksen vetolujuus on ≥ 80 % raaka-aineen lujuudesta, mikä estää ketjun katkeamisen kulumisen tai käytön aikana.
- Yhteensopivuus useiden materiaalien kanssa, kattaa yleisimmät kudotut ketjumateriaalit. Se voi hitsata eri metalleista valmistettuja kudottuja ketjuja ilman usein tarvittavien osien vaihtoa:
- Jalometallit: hopea, kulta (K-kulta, puhdas kulta), platina;
- Yleiset metallit: Ruostumaton teräs, kupari, sinkkiseos, alumiiniseos;
- Erikoismateriaalit: Kullatut tai hopeoidut kudotut ketjut (matalan lämpötilan hitsaustila estää pinnoitteen irtoamisen).
- Korkea automaatioaste, työvoimariippuvuuden vähentäminen
- Puoliautomaattiset mallit: Varustettu ketjun paikannuslaitteilla. Manuaalisen lastauksen jälkeen ne suorittavat automaattisesti paikannus → hitsaus → jäähdytys -prosessin.
- Täysautomaattiset mallit: Integroivat syöttö-, paikannus-, hitsaus- ja tarkastustoiminnot, ja ne voidaan liittää tuotantolinjoihin. Yksi yksikkö voi saavuttaa 5 000–10 000 punotun ketjun päivittäisen kapasiteetin;
- Jotkut huippumallit tukevat "hitsausparametrien vaihtoa yhdellä napsautuksella", mikä mahdollistaa nopean mukautumisen erityyppisiin kudottuihin ketjuihin (esim. 1 mm, 2 mm langan halkaisijat).
- Turvallisuus- ja vakaussuunnittelu
Varustettu lasersuojasuojilla (laserhitsausmalleissa) ja korkean lämpötilan suojakäsineillä, jotka täyttävät teollisuusturvallisuusstandardit;
Sisäänrakennetut ylikuormitussuoja ja jännitteenvakautusmoduulit jännitevaihteluiden aiheuttaman epätasaisen hitsauslujuuden välttämiseksi;
Hitsauspää on valmistettu kulutusta kestävistä materiaaleista, ja sen käyttöikä on yli 100 000 sykliä, mikä vähentää kulutusosien vaihtotarvetta.

III. Keskeiset sovellusskenaariot
Ketjunkutomahitsauskoneiden käyttö keskittyy vahvasti "ketjutuotteiden käsittelyyn", ja pääskenaarioihin kuuluvat:
- Koruteollisuus: Kulta- ja hopeakaulakorujen/rannekorujen, kuten O-lenkkiketjujen, ristiketjujen ja kierrettyjen ketjujen, hitsausliitokset;
- Lisävarusteteollisuus: Edullisten seos- tai ruostumattomasta teräksestä valmistettujen lisätarvikeketjujen hitsaus (esim. solisluuketjut, monikerroksiset ketjut);
- Laitteiston lisävarusteet: Matkatavaraketjujen, vyöketjujen ja avaimenperäketjujen liitosten hitsaus;
- Mukautettu käsittely: Mukautettujen kudottujen ketjujen (esim. kaiverrettujen ketjujen, erikoismuotoiltujen ketjujen) tarkka hitsaus muodonmuutosten välttämiseksi käsittelyn aikana.

IV. Keskeiset valintakohdat
Kun ostat ketjunkutomahitsauskoneen, keskity seuraaviin neljään parametriin välttääksesi yhteensopimattomat tarpeet:
- Ketjun spesifikaatioiden yhteensopivuus: Varmista laitteen tuettu langan halkaisija-alue (esim. 0,3–3 mm) ja ketjutyypit (kudotut ketjut, lenkkiketjut) estääksesi hitsauskatkokset liian ohuiden langanhalkaisijoiden vuoksi;
- Automaatiovaatimukset: Valitse manuaalisia/puoliautomaattisia malleja pientuotantoon ja täysautomaattisia malleja massatuotantoon työvoimakustannusten vähentämiseksi.
- Materiaalien yhteensopivuus: Jalometallien (esim. kiinteän kullan) hitsaukseen valitse "pienitehoiset laserhitsauslaitteet" (metallin liiallisen sulamisen välttämiseksi); ruostumattomalle teräkselle "vastushitsauslaitteet" ovat kustannustehokkaampia.
- Myynnin jälkeinen palvelu ja koulutus: Priorisoi tuotemerkkejä, jotka tarjoavat "paikan päällä tapahtuvaa asennusta + käyttökoulutusta". Jotkut mallit vaativat hitsauspään säännöllistä kalibrointia, ja myynnin jälkeisen palvelun vasteaika vaikuttaa tuotantotehokkuuteen.
V. Käyttö- ja huolto-ohjeet
- Ennen käyttöä tarkista, että laitteen maadoitus on normaali; lasermallien osalta varmista, että suojakansi on suljettu (välttääksesi lasersäteilyn aiheuttamat vammat);
- Eri materiaaleja hitsattaessa säädä parametreja etukäteen (esim. laserin teho, hitsausaika). On suositeltavaa suorittaa 3–5 testihitsausta vaikutuksen varmistamiseksi.
- Puhdista hitsauspään jäämät metallijätteistä päivittäisen käytön jälkeen, tarkista kiinnittimien kuluminen viikoittain ja kalibroi hitsauspaikannustarkkuus kuukausittain.
- Vältä käyttöä kosteissa ja pölyisissä ympäristöissä sisäisten piirien oikosulkujen tai hitsauspään tukkeutumisen välttämiseksi.

Kirjoita viestisi tähän ja lähetä se meille
















