



Vaikka ultranopeita lasereita on ollut olemassa jo vuosikymmeniä, teolliset sovellukset ovat kasvaneet nopeasti viimeisten kahden vuosikymmenen aikana. Vuonna 2019 ultranopeiden lasereiden markkina-arvolasermateriaalikäsittely oli noin 460 miljoonaa Yhdysvaltain dollaria, ja sen vuotuinen kasvuvauhti oli 13 %. Sovellusalueita, joilla ultranopeita lasereita on käytetty onnistuneesti teollisuusmateriaalien käsittelyyn, ovat fotomaskien valmistus ja korjaus puolijohdeteollisuudessa sekä piin paloittelu, lasin leikkaus/piirto ja (indiumtinaoksidi) ITO-kalvon poisto kulutuselektroniikassa, kuten matkapuhelimissa ja tableteissa, mäntien teksturointi autoteollisuudessa, sepelvaltimoiden stenttien valmistus ja mikrofluidilaitteiden valmistus lääketieteen teollisuudelle.

01 Valomaskien valmistus ja korjaus puolijohdeteollisuudessa
Ultranopeita lasereita käytettiin yhdessä varhaisimmista teollisista sovelluksista materiaalien prosessoinnissa. IBM raportoi femtosekuntilaserilla tehtävän ablaation käytöstä fotomaskien valmistuksessa 1990-luvulla. Verrattuna nanosekuntilaserilla tehtävään ablaatioon, joka voi aiheuttaa metalliroiskeita ja lasivaurioita, femtosekuntilaserilla tehtävät maskit eivät osoita metalliroiskeita, lasivaurioita jne. Menetelmän edut ovat seuraavat: Tätä menetelmää käytetään integroitujen piirien (IC) valmistukseen. Yhden IC-sirun valmistaminen voi vaatia jopa 30 maskia ja maksaa yli 100 000 dollaria. Femtosekuntilaserilla voidaan käsitellä alle 150 nm:n viivoja ja pisteitä.
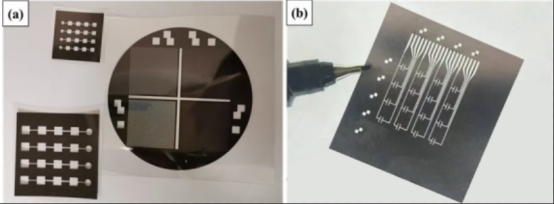
Kuva 1. Fotomaskin valmistus ja korjaus
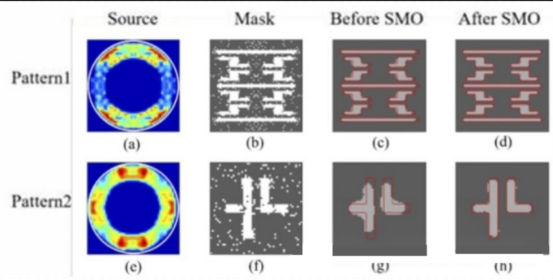
Kuva 2. Erilaisten maskikuvioiden optimointitulokset äärimmäisen ultraviolettilitografian yhteydessä
02 Piin leikkaus puolijohdeteollisuudessa
Piikiekkojen kuutiointi on puolijohdeteollisuuden standardivalmistusprosessi, ja se suoritetaan tyypillisesti mekaanisesti kuutioiden avulla. Näihin leikkuupyöriin syntyy usein mikrohalkeamia, ja ohuiden (esim. paksuus < 150 μm) kiekkojen leikkaaminen on vaikeaa. Piikiekkojen laserleikkausta on käytetty puolijohdeteollisuudessa jo vuosia, erityisesti ohuiden kiekkojen (100–200 μm) kohdalla, ja se suoritetaan useissa vaiheissa: laseruraus, jota seuraa mekaaninen erottelu tai piiloleikkaus (eli infrapunalaserilla piirtäminen piin sisällä) ja sen jälkeen mekaaninen nauhan erotus. Nanosekuntipulssilaser voi käsitellä 15 kiekkoa tunnissa ja pikosekuntilaser 23 kiekkoa tunnissa, ja laatu on korkeampi.
03 Lasin leikkaus/piirto kulutuselektroniikkateollisuudessa
Matkapuhelinten ja kannettavien tietokoneiden kosketusnäytöt ja suojalasit ohenevat ja jotkut geometriset muodot ovat kaarevia. Tämä tekee perinteisestä mekaanisesta leikkaamisesta vaikeampaa. Tyypilliset laserit tuottavat tyypillisesti huonon leikkauslaadun, varsinkin kun nämä lasinäytöt on pinottu 3-4 kerrokseen ja päällimmäinen 700 μm paksu suojalasi on karkaistua, mikä voi rikkoutua paikallisen jännityksen seurauksena. Ultranopeiden lasereiden on osoitettu pystyvän leikkaamaan näitä laseja paremmalla reunanlujuudella. Suurten litteiden paneelien leikkauksessa femtosekuntilaser voidaan kohdistaa lasilevyn takapintaan naarmuuntaen lasin sisäpintaa vahingoittamatta etupintaa. Lasi voidaan sitten rikkoa mekaanisesti tai termisesti uurrettua kuviota pitkin.
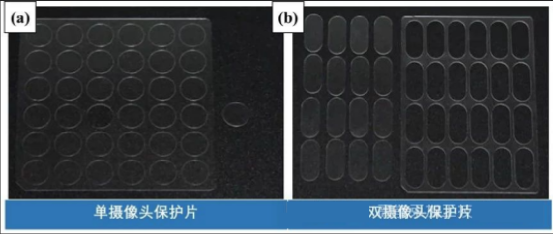
Kuva 3. Pikosekunnin ultranopea laserilla tehtävä lasin erikoismuotoinen leikkaus
04 Mäntätekstuurit autoteollisuudessa
Kevyet autojen moottorit on valmistettu alumiiniseoksista, jotka eivät ole yhtä kulutusta kestäviä kuin valurauta. Tutkimukset ovat osoittaneet, että auton mäntien tekstuurien femtosekuntilaserkäsittely voi vähentää kitkaa jopa 25 %, koska roskat ja öljy voidaan varastoida tehokkaasti.

Kuva 4. Auton moottorin mäntien femtosekuntilaserilla tapahtuva käsittely moottorin suorituskyvyn parantamiseksi
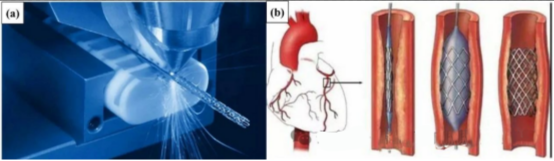
05 Sepelvaltimostentin valmistus lääketieteen alalla
Miljoonia sepelvaltimoiden stenttejä istutetaan kehon sepelvaltimoihin avaamaan kanava veren virtaukselle muuten hyytyneisiin verisuoniin, mikä pelastaa miljoonia ihmishenkiä joka vuosi. Sepelvaltimoiden stentit valmistetaan tyypillisesti metallista (esim. ruostumattomasta teräksestä, nikkeli-titaani-muistiseoksesta tai viime aikoina koboltti-kromiseoksesta) metalliverkosta, jonka tukirakenteen leveys on noin 100 μm. Pitkäpulssilaserleikkaukseen verrattuna ultranopeiden lasereiden käytön etuja kiinnikkeiden leikkaamisessa ovat korkea leikkauslaatu, parempi pinnanlaatu ja vähemmän roskia, mikä vähentää jälkikäsittelykustannuksia.
06 Mikrofluidististen laitteiden valmistus lääketieteen teollisuudelle
Mikrofluidistisia laitteita käytetään yleisesti lääketieteen teollisuudessa tautien testaamiseen ja diagnosointiin. Nämä valmistetaan tyypillisesti yksittäisten osien mikroruiskuvalulla ja sitten liimaamalla tai hitsaamalla. Mikrofluidististen laitteiden ultranopealla laservalmistuksella on etu, että se tuottaa 3D-mikrokanavia läpinäkyviin materiaaleihin, kuten lasiin, ilman liitäntöjä. Yksi menetelmä on ultranopea laservalmistus lasin sisällä, jota seuraa märkäkemiallinen etsaus, ja toinen on femtosekuntilaserilla tehtävä ablaatio lasin tai muovin sisällä tislatussa vedessä roskien poistamiseksi. Toinen lähestymistapa on koneistaa kanavia lasin pintaan ja tiivistää ne lasikannella femtosekuntilaserhitsauksella.
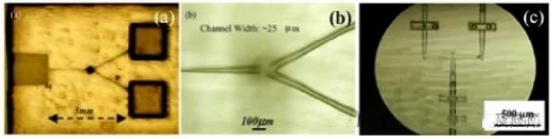
Kuva 6. Femtosekuntilaserilla indusoitu selektiivinen etsaus mikrofluidikanavien valmistamiseksi lasimateriaalien sisään.
07 Injektorisuuttimen mikroporaus
Femtosekuntilaserilla tehtävä mikroreikätyöstö on korvannut mikro-EDM:n monissa korkeapaineruiskutusmarkkinoilla toimivissa yrityksissä, koska se mahdollistaa suuremman joustavuuden virtausreikäprofiilien muuttamisessa ja lyhyemmät työstöajat. Mahdollisuus ohjata säteen tarkennusasentoa ja kallistusta automaattisesti skannauspään avulla on johtanut aukkoprofiilien (esim. tynnyri, levennys, konvergenssi, divergenssi) suunnitteluun, jotka voivat edistää sumutusta tai tunkeutumista palotilaan. Porausaika riippuu ablaatiotilavuudesta, poran paksuuden ollessa 0,2–0,5 mm ja reiän halkaisijan 0,12–0,25 mm, mikä tekee tästä tekniikasta kymmenen kertaa nopeamman kuin mikro-EDM. Mikroporaus suoritetaan kolmessa vaiheessa, mukaan lukien läpimenevien esireikien karhennus ja viimeistely. Argonia käytetään apukaasuna suojaamaan porausreikää hapettumiselta ja suojaamaan lopullista plasmaa alkuvaiheissa.
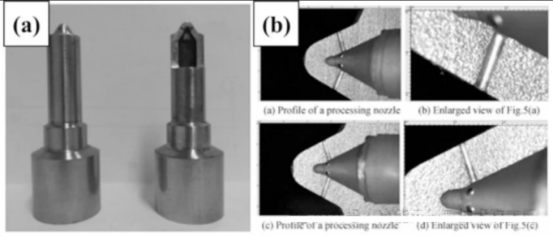
Kuva 7. Dieselmoottorin ruiskutussuuttimen käänteisen kartioreiän tarkka femtosekuntilaserilla suoritettu työstö
08 Erittäin nopea laserteksturointi
Viime vuosina mikrokoneistuksen ala on vähitellen noussut tutkijoiden keskipisteeksi koneistuksen tarkkuuden parantamiseksi, materiaalivaurioiden vähentämiseksi ja prosessointitehokkuuden lisäämiseksi. Ultranopealla laserilla on useita prosessointietuja, kuten vähäinen vaurioriski ja korkea tarkkuus, mikä on noussut prosessointiteknologian kehittämisen painopisteeksi. Samalla ultranopeat laserit voivat vaikuttaa monenlaisiin materiaaleihin, ja laserilla työstettävät materiaalivauriot ovat myös tärkeä tutkimussuunta. Ultranopeaa laseria käytetään materiaalien ablaatioon. Kun laserin energiatiheys on korkeampi kuin materiaalin ablaatiokynnys, ablatoidun materiaalin pinnalle muodostuu tiettyjä ominaisuuksia omaava mikronanorakenne. Tutkimukset osoittavat, että tämä erityinen pintarakenne on yleinen ilmiö, jota esiintyy materiaalien laserkäsittelyssä. Pinnan mikronanorakenteiden valmistus voi parantaa itse materiaalin ominaisuuksia ja mahdollistaa myös uusien materiaalien kehittämisen. Tämä tekee pinta-mikronanorakenteiden valmistuksesta ultranopealla laserilla teknisen menetelmän, jolla on tärkeä kehitysarvo. Tällä hetkellä metallimateriaalien osalta ultraspeed laserpintateksturoinnin tutkimus voi parantaa metallipintojen kostutusominaisuuksia, parantaa pinnan kitka- ja kulumisominaisuuksia, parantaa pinnoitteen tarttumista sekä solujen suunnattua lisääntymistä ja tarttumista.
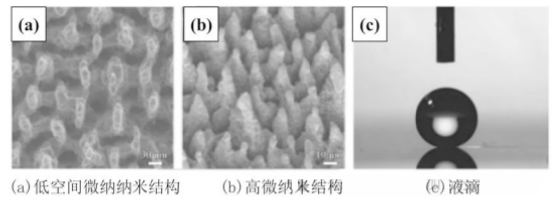
Kuva 8. Laserilla valmistetun piipinnan superhydrofobiset ominaisuudet
Huippuluokan prosessointitekniikkana ultranopealla laserprosessoinnilla on ominaista pieni lämpövaikutusalue, epälineaarinen vuorovaikutusprosessi materiaalien kanssa ja diffraktiorajan ylittävä korkearesoluutioinen prosessointi. Se mahdollistaa erilaisten materiaalien korkealaatuisen ja tarkan mikro-nanoprosessoinnin sekä kolmiulotteisen mikro-nanorakenteiden valmistuksen. Erikoismateriaalien, monimutkaisten rakenteiden ja erikoislaitteiden laservalmistus avaa uusia mahdollisuuksia mikro-nanorakenteiden valmistukseen. Tällä hetkellä femtosekuntilaseria on käytetty laajalti monilla huipputason tieteenaloilla: femtosekuntilaseria voidaan käyttää erilaisten optisten laitteiden, kuten mikrolinssiryhmien, bionisten yhdistesilmien, optisten aaltojohteiden ja metapintojen, valmistukseen; femtosekuntilaserin korkean tarkkuuden, korkean resoluution ja kolmiulotteisten prosessointiominaisuuksien ansiosta sillä voidaan valmistaa tai integroida mikrofluidisia ja optofluidisia siruja, kuten mikrolämmitinkomponentteja ja kolmiulotteisia mikrofluidikanavia. Lisäksi femtosekuntilaserilla voidaan valmistaa erityyppisiä pintamikronanorakenteita heijastukseneston, superhydrofobisuuden, jääneston ja muiden toimintojen saavuttamiseksi. Femtosekuntilaseria on sovellettu myös biolääketieteen alalla, ja se on osoittanut erinomaista suorituskykyä esimerkiksi biologisissa mikrostenteissä, soluviljelyalustoissa ja biologisessa mikroskooppisessa kuvantamisessa. Laajat sovellusmahdollisuudet. Tällä hetkellä femtosekuntilaserilla tehtävän prosessoinnin sovellusalueet laajenevat vuosi vuodelta. Edellä mainittujen mikrooptiikan, mikrofluidiikan, monitoimisten mikronanorakenteiden ja biolääketieteen tekniikan sovellusten lisäksi sillä on valtava rooli myös joillakin uusilla aloilla, kuten metasurface-valmistelussa, mikronanorakenteiden valmistuksessa ja moniulotteisessa optisessa tiedontallennuksessa.
Julkaisun aika: 17. huhtikuuta 2024











