Laserpuhdistuksesta on viime vuosina tullut yksi teollisen valmistuksen tutkimuskohteita, tutkimus kattaa prosessit, teoriat, laitteet ja sovellukset. Teollisissa sovelluksissa laserpuhdistusteknologialla on pystytty puhdistamaan luotettavasti suuri määrä erilaisia substraattipintoja, puhdistusesineitä, kuten terästä, alumiinia, titaania, lasia ja komposiittimateriaaleja jne., sovellusteollisuudessa, jotka kattavat ilmailun, ilmailun, merenkulun ja suurnopeusajoneuvot rautatie-, auto-, muoti-, ydinvoima- ja meri- ja muilla aloilla.
1960-luvulta peräisin olevan laserpuhdistustekniikan etuna on hyvä puhdistusteho, laaja valikoima sovelluksia, korkea tarkkuus, kosketukseton ja saavutettavuus. Teollisessa valmistuksessa, tuotannossa ja kunnossapidossa ja muilla aloilla on laaja valikoima sovellusmahdollisuuksia, sen odotetaan osittain tai kokonaan korvaavan perinteiset puhdistusmenetelmät ja tulevan 2000-luvun lupaavimmaksi vihreäksi puhdistusteknologiaksi.




Laserpuhdistusmenetelmä
Laserpuhdistusprosessi on hyvin monimutkainen, ja siihen liittyy erilaisia materiaalinpoistomekanismeja, laserpuhdistusmenetelmässä puhdistusprosessissa voi olla samanaikaisesti useita erilaisia mekanismeja, mikä johtuu pääasiassa laserin ja materiaalin välisestä vuorovaikutuksesta, mukaan lukien materiaalin pinnan ablaatio, hajoaminen, ionisaatio, hajoaminen, sulaminen, palaminen, höyrystyminen, tärinä, sputterointi, laajeneminen, kutistuminen, räjähdys, kuoriutuminen, irtoaminen ja muut fysikaaliset ja kemialliset muutokset. käsitellä.
Tällä hetkellä tyypillisiä laserpuhdistusmenetelmiä on pääasiassa kolme: laserablaatiopuhdistus, nestekalvoavusteinen laserpuhdistus ja lasershokkiaaltopuhdistusmenetelmä.
Laserablaatiopuhdistusmenetelmä
Tärkeimmät metodologiset mekanismit ovat lämpölaajeneminen, höyrystyminen, ablaatio ja faasiräjähdys. Laser vaikuttaa suoraan substraatin pinnalta poistettavaan materiaaliin ja ympäristöolosuhteet voivat olla ilmaa, jauhettua kaasua tai tyhjiötä. Käyttöolosuhteet ovat yksinkertaiset ja niitä käytetään yleisimmin erilaisten pinnoitteiden, maalien, hiukkasten tai lian poistamiseen. Alla oleva kaavio näyttää laserablaatiopuhdistusmenetelmän prosessikaavion.
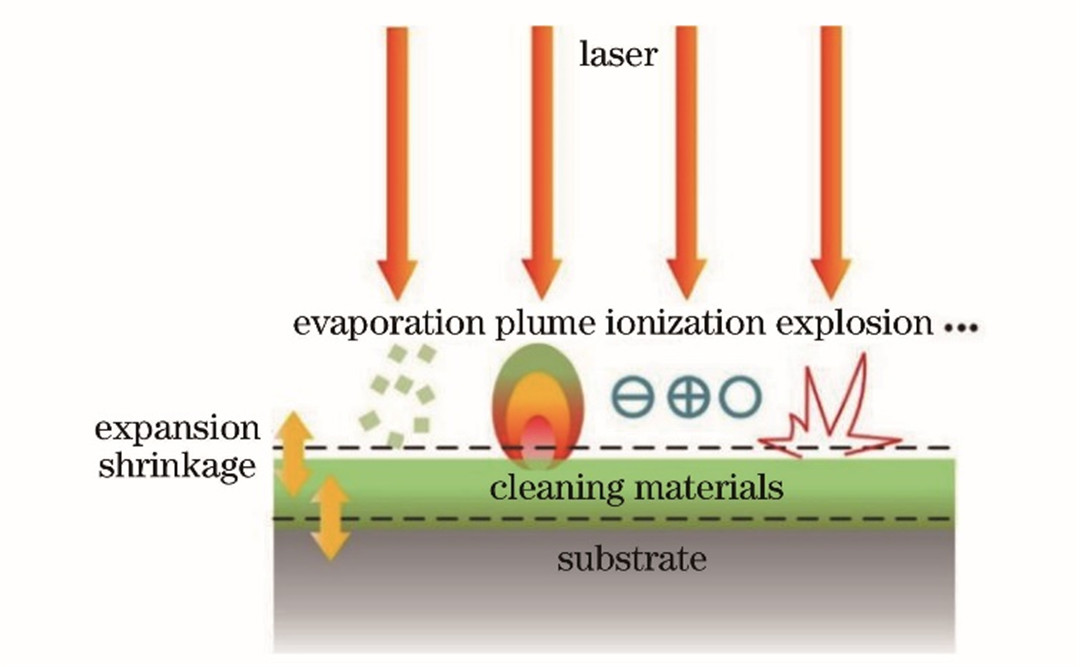
Kun lasersäteilytys materiaalin pintaan, substraatti ja puhdistusaineet ovat ensimmäinen lämpölaajeneminen. Laserin vuorovaikutusajan pidentyessä puhdistusaineen kanssa, jos lämpötila on alhaisempi kuin puhdistusaineen kavitaatiokynnys, puhdistusmateriaali vain fyysisesti muuttuu, puhdistusmateriaalin ja substraatin lämpölaajenemiskertoimen välinen ero johtaa paineeseen rajapinnassa , puhdistusaineen nurjahdus, repeäminen alustan pinnalta, halkeilu, mekaaninen murtuminen, tärinämurskaus jne., puhdistusaine poistetaan suihkulla tai irrotetaan alustan pinnasta.
Jos lämpötila on korkeampi kuin puhdistusaineen kaasutuskynnyslämpötila, on kaksi tilannetta: 1) puhdistusmateriaalin ablaatiokynnys on pienempi kuin substraatin; 2) puhdistusaineen ablaatiokynnys on suurempi kuin substraatin.
Nämä kaksi puhdistusmateriaalien tapausta ovat sulaminen, kavitaatio ja ablaatio ja muut fysikaalis-kemialliset muutokset, puhdistusmekanismi on monimutkaisempi, lämpövaikutusten lisäksi, mutta se voi sisältää myös puhdistusmateriaaleja ja substraatteja välillä molekyylisidoksen katkeaminen, puhdistusaineiden hajoaminen tai hajoaminen, vaihe räjähdys, puhdistusaineet kaasutus, välitön ionisaatio, plasman tuotanto.
(1)Nestekalvoavusteinen laserpuhdistus
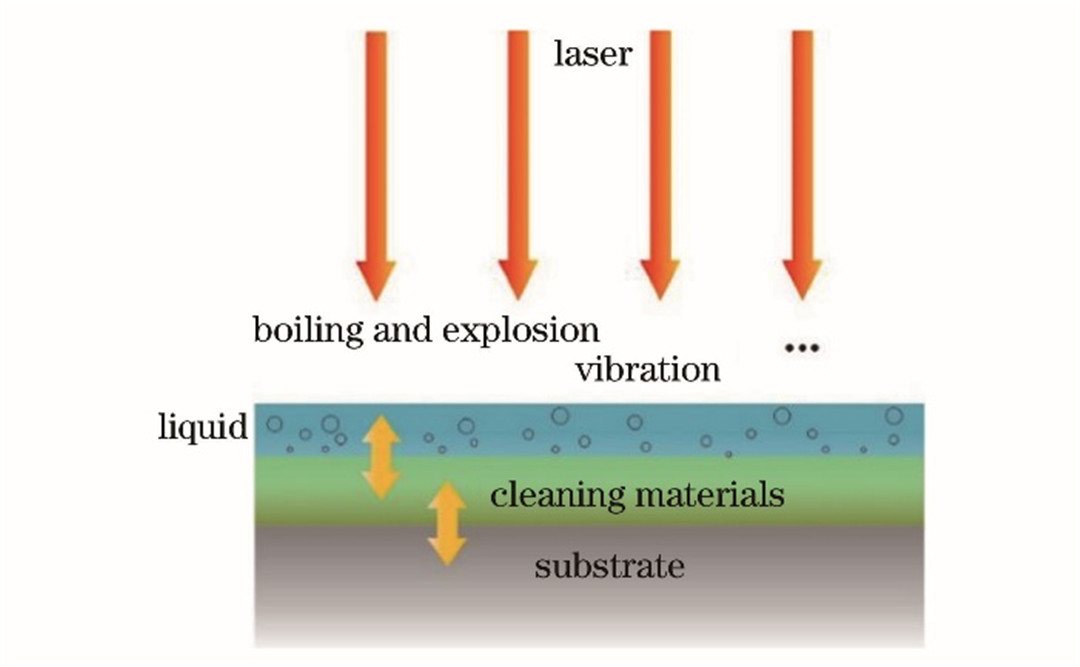
Menetelmämekanismissa on pääasiassa nestekalvon kiehuvaa höyrystystä ja tärinää jne.. Käyttämällä tarvetta valita sopiva laseraallonpituus, jolla kompensoidaan iskupaineen puute laserablaatiopuhdistusprosessissa, voidaan poistaa Jotkut niistä on vaikeampi poistaa puhdistusesine.
Kuten alla olevasta kuvasta näkyy, nestekalvo (vesi, etanoli tai muut nesteet) peitetään valmiiksi puhdistuskohteen pinnalla ja säteilytetään sitten laserilla. Nestekalvo imee laserenergiaa, mikä johtaa nestemäisten väliaineiden voimakkaaseen räjähdykseen, kiehuvan nesteen nopeaan räjähdykseen, energian siirtymiseen pintapuhdistusmateriaaleihin, suuri ohimenevä räjähdysvoima riittää poistamaan pinnan lian puhdistustarkoituksiin.
Nestekalvoavusteisella laserpuhdistusmenetelmällä on kaksi haittaa.
Hankala prosessi ja vaikea hallita prosessia.
Nestekalvon käytön ansiosta alustan pinnan kemiallinen koostumus puhdistuksen jälkeen on helppo muuttaa ja tuottaa uusia aineita.
(1)Laser-iskuaaltotyyppinen puhdistusmenetelmä
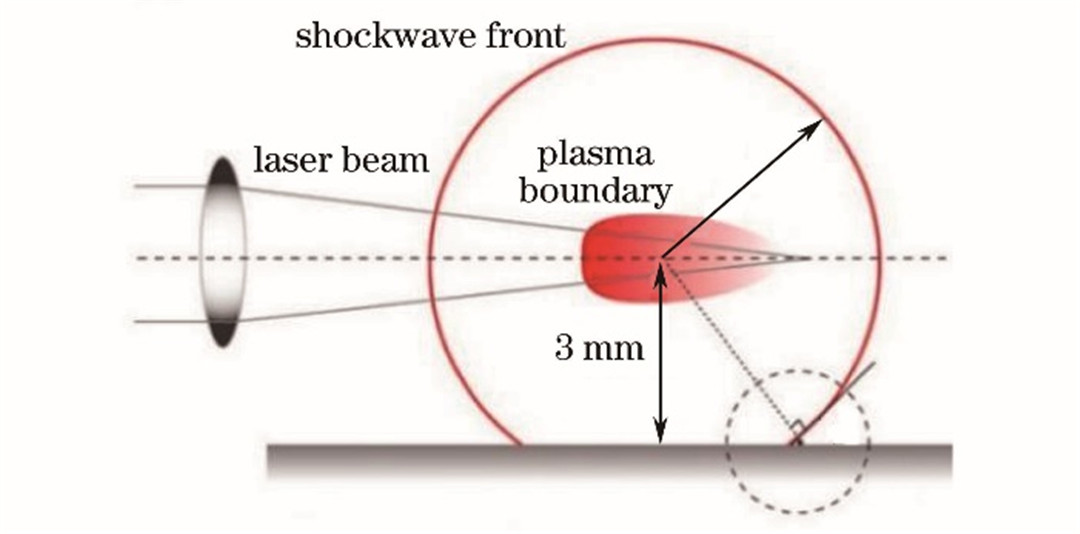
Prosessilähestymistapa ja mekanismi eroavat suuresti kahdesta ensimmäisestä, mekanismi on pääasiassa iskuaaltovoiman poisto, puhdistuskohteet ovat pääasiassa hiukkasia, pääasiassa hiukkasten poistamiseen (sub-mikroni tai nanomittakaava). Prosessivaatimukset ovat erittäin tiukat, jotta voidaan varmistaa kyky ionisoida ilmaa, mutta myös säilyttää sopiva etäisyys laserin ja substraatin välillä sen varmistamiseksi, että vaikutus iskuvoiman hiukkasiin on riittävän suuri.
Laseriskuaaltopuhdistusprosessin kaavamainen kaavio on esitetty alla, laser on yhdensuuntainen substraatin pinnan suunnan kanssa, ja substraatti ei kosketa. Siirrä työkappaletta tai laserpäätä säätääksesi laserin tarkennusta hiukkasiin lähellä laserlähtöä, ilmaionisaatioilmiön polttopiste tapahtuu, mikä johtaa shokkiaalloihin, iskuaaltoja pallolaajenemisen nopeaan laajenemiseen ja laajenee kosketukseen. hiukkasten kanssa. Kun iskuaallon poikittaiskomponentin momentti hiukkasella on suurempi kuin pitkittäiskomponentin momentti ja hiukkasten adheesiovoima, hiukkanen poistetaan rullaamalla.
Laserpuhdistustekniikka
Laserpuhdistusmekanismi perustuu pääasiassa kohteen pintaan laserenergian imeytymisen tai höyrystymisen ja haihtumisen tai välittömän lämpölaajenemisen jälkeen hiukkasten adsorption voittamiseksi pinnalla, jotta esine poistuu pinnasta ja saavutetaan sitten siivouksen tarkoitus.
Karkeasti tiivistettynä: 1. laserhöyryn hajoaminen, 2. laserstrippaus, 3. likahiukkasten lämpölaajeneminen, 4. substraatin pinnan värähtely ja hiukkasten värähtely neljä näkökohtaa



Perinteiseen puhdistusprosessiin verrattuna laserpuhdistustekniikalla on seuraavat ominaisuudet.
1. Se on "kuivapesu", ei puhdistusliuosta tai muita kemiallisia liuoksia, ja puhtaus on paljon korkeampi kuin kemiallinen puhdistusprosessi.
2. Lianpoiston laajuus ja soveltuva alustavalikoima on erittäin laaja, ja
3. Sääntelyn kautta laser prosessin parametrit, ei voi vahingoittaa pintaa substraatin perusteella tehokas poistaminen epäpuhtaudet, on pinta kuin uusi.
4. Laserpuhdistus voidaan helposti automatisoida.
5. Laserpuhdistuslaitteita voidaan käyttää pitkään, alhaiset käyttökustannukset.
6. Laser puhdistus tekniikka on: vihreä: puhdistusprosessi, poistaa jäte on kiinteä jauhe, pieni koko, helppo säilyttää, periaatteessa ei saastuta ympäristöä.




1980-luvulla puolijohdeteollisuuden nopea kehitys piikiekkomaskin pinnalla puhdistustekniikan kontaminaatiohiukkasia asetti korkeampia vaatimuksia, avainasemassa on voittaa mikrohiukkasten ja substraatin saastuminen suuren adsorptiovoiman välillä. , perinteinen kemiallinen puhdistus, mekaaninen puhdistus, ultraäänipuhdistusmenetelmät eivät pysty vastaamaan kysyntään, ja laserpuhdistus voi ratkaista tällaiset saasteongelmat, niihin liittyvää tutkimusta ja sovelluksia on kehitetty nopeasti.
Vuonna 1987 laserpuhdistuksen patenttihakemus ilmestyi ensimmäisen kerran. 1990-luvulla Zapka sovelsi menestyksekkäästi laserpuhdistustekniikkaa puolijohteiden valmistusprosessiin mikrohiukkasten poistamiseksi maskin pinnalta, mikä tajusi laserpuhdistustekniikan varhaisen soveltamisen teollisuudessa. Vuonna 1995 tutkijat käyttivät 2 kW:n TEA-CO2-laseria onnistuneesti puhdistamaan lentokoneen rungon maalin.
2000-luvulle tulleen ultralyhyiden pulssilaserien nopean kehityksen myötä kotimainen ja ulkomainen laserpuhdistustekniikan tutkimus ja soveltaminen lisääntyivät vähitellen keskittyen metallimateriaalien pintaan, tyypillisiä ulkomaisia sovelluksia ovat lentokoneen rungon maalinpoisto, home. pintojen rasvanpoisto, moottorin sisäinen hiilenpoisto ja liitospintojen puhdistus ennen hitsausta. US Edison Welding Institute laserpuhdistus FG16 sotakoneen, kun laser teho 1 kW, puhdistus tilavuus 2,36 cm3 minuutissa.
On syytä mainita, että kehittyneiden komposiittiosien lasermaalinpoiston tutkimus ja soveltaminen on myös tärkeä hot spot. Yhdysvaltain laivaston HG53, HG56 helikopterin potkurin lavat ja F16-hävittäjän tasainen häntä ja muut komposiittipinnat on toteutettu lasermaalinpoistosovelluksia, kun taas Kiinan komposiittimateriaalit lentokonesovelluksissa myöhään, joten tällainen tutkimus on pohjimmiltaan tyhjä.
Lisäksi laserpuhdistustekniikan käyttö sauman CFRP-komposiittipintakäsittelyssä ennen liimaamista liitoksen lujuuden parantamiseksi on myös yksi tämän hetken tutkimuksen painopisteistä. mukauttaa laseryritys Audi TT -autojen tuotantolinjaan tarjotakseen kuitulaserpuhdistuslaitteita kevyen alumiiniseoksen ovenkarmin oksidikalvon pinnan puhdistamiseksi. Rolls G Royce UK käytti laserpuhdistusta oksidikalvon puhdistamiseen lentokoneen titaanikomponenttien pinnalta.



Laserpuhdistustekniikka on kehittynyt nopeasti viimeisen kahden vuoden aikana, oli kyse sitten laserpuhdistusprosessin parametreista ja puhdistusmekanismista, puhdistusobjektien tutkimuksesta tai tutkimuksen soveltamisesta. Laserpuhdistusteknologian laajan teoreettisen tutkimuksen jälkeen sen tutkimuksen painopiste on jatkuvasti suuntautunut tutkimuksen soveltamiseen ja lupaavien tulosten soveltamiseen. Tulevaisuudessa laserpuhdistusteknologiaa kulttuurimuistomerkkien ja taideteosten suojelussa käytetään laajemmin ja sen markkinat ovat erittäin laajat. Tieteen ja tekniikan kehityksen myötä laserpuhdistustekniikan soveltaminen teollisuudessa on todellisuutta ja sovellusalue laajenee koko ajan.



Maven laserautomaatioyritys keskittyy laserteollisuuteen 14 vuoden ajan, olemme erikoistuneet lasermerkintään, meillä on konekaappilaserpuhdistuskone, vaunulaukun laserpuhdistuskone, reppulaserpuhdistuskone ja kolme yhdessä laserpuhdistuskone, lisäksi meillä on myös laserhitsauskone, laserleikkauskone ja lasermerkintäkaiverruskone, jos olet kiinnostunut koneestamme, voit seurata meitä ja ottaa meihin yhteyttä.

Postitusaika: 14.11.2022






