



Laserkaarihybridihitsausg on laserhitsausmenetelmä, joka yhdistää lasersäteen ja valokaaren hitsaukseen. Lasersäteen ja valokaaren yhdistelmä osoittaa täysin merkittävän parannuksen hitsausnopeudessa, tunkeutumissyvyydessä ja prosessin vakaudessa. 1980-luvun lopulta lähtien suurteholasereiden jatkuva kehitys on edistänyt laserkaarihybridihitsaustekniikan kehitystä. Materiaalin paksuus, materiaalin heijastavuus ja rakojen silloituskyky eivät enää ole este hitsaustekniikalle. Sitä on käytetty menestyksekkäästi keskipaksujen materiaalien hitsauksessa.
Laserkaarihybridihitsaustekniikka
Laserkaarihybridihitsausprosessissa lasersäde ja valokaari toimivat vuorovaikutuksessa yhteisessä hitsisulassa, jolloin syntyy kapeita ja syviä hitsejä, mikä parantaa tuottavuutta, kuten kuvassa 1 on esitetty.
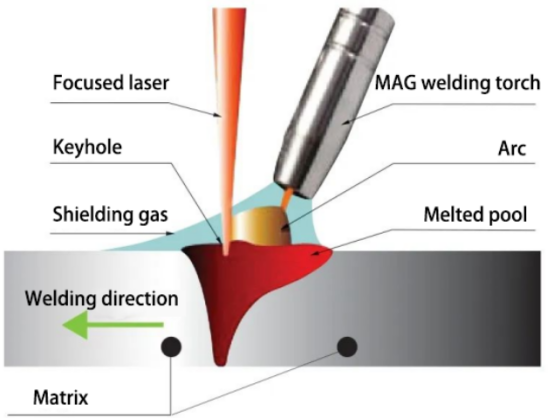
Kuva 1 Laserkaarihybridihitsausprosessin kaavio
Laserkaarihitsauksen perusperiaatteet
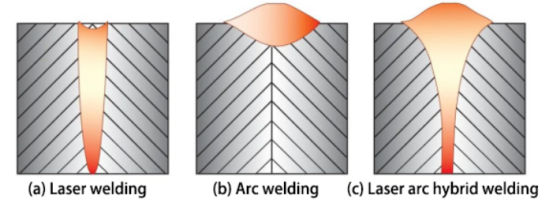
Laserhitsaus tunnetaan erittäin kapeasta lämpövaikutusalueestaan, ja sen lasersäde voidaan kohdistaa pienelle alueelle kapeiden ja syvien hitsien aikaansaamiseksi. Näin voidaan saavuttaa suurempi hitsausnopeus, mikä vähentää lämmöntuontia ja vähentää hitsattujen osien lämpömuodonmuutoksen mahdollisuutta. Laserhitsauksella on kuitenkin heikko rakojen silloituskyky, joten työkappaleen kokoonpanossa ja reunojen valmistelussa vaaditaan suurta tarkkuutta. Laserhitsaus on erittäin vaikeaa hitsata korkean heijastavuuden omaavia materiaaleja, kuten alumiinia, kuparia ja kultaa. Sitä vastoin kaarihitsausprosessilla on erinomainen rakojen silloituskyky, korkea sähköinen hyötysuhde ja sillä voidaan tehokkaasti hitsata materiaaleja, joilla on korkea heijastavuus. Kaarihitsauksen aikana vallitseva alhainen energiatiheys kuitenkin hidastaa hitsausprosessia, mikä johtaa suureen lämmöntuontiin hitsausalueella ja aiheuttaa hitsattujen osien lämpömuodonmuutoksia. Siksi tehokkaan lasersäteen käyttö syvälle tunkeutuvassa hitsauksessa ja valokaaren synergia korkean energiatehokkuuden kanssa, jonka hybridivaikutus korvaa prosessin puutteet ja täydentää sen etuja, kuten kuvassa 2 on esitetty.
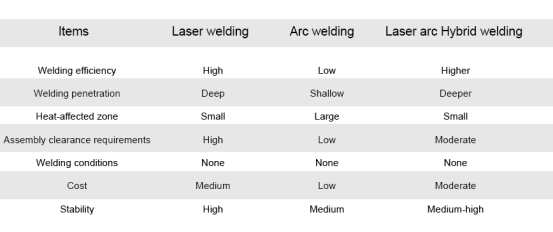
Laserhitsauksen haittoja ovat heikko rakojen silloituskyky ja korkeat vaatimukset työkappaleen kokoonpanolle. Kaarihitsauksen haittoja ovat alhainen energiatiheys ja pieni sulamissyvyys paksuja levyjä hitsattaessa, mikä tuottaa suuren lämmöntuonnin hitsausalueelle ja aiheuttaa hitsattujen osien lämpömuodonmuutoksia. Näiden kahden yhdistelmä voi vaikuttaa toisiinsa ja tukea toisiaan sekä kompensoida toistensa hitsausprosessien puutteita, jolloin lasersyväsulatus- ja kaarihitsauspeitteen edut pääsevät täysin oikeuksiinsa. Näin saavutetaan pieni lämmöntuonti, pieni hitsauksen muodonmuutos, nopea hitsausnopeus ja korkea hitsauslujuus, kuten kuvassa 3 on esitetty. Laserhitsauksen, kaarihitsauksen ja laserkaarihybridihitsauksen vaikutusten vertailu keskipaksuihin ja paksuihin levyihin on esitetty taulukossa 1.
Taulukko 1 Keskipaksujen ja paksujen levyjen hitsausvaikutusten vertailu
Kuva 3 Laserkaarihybridihitsausprosessin kaavio
Mavenlaser-kaarihybridihitsauskotelo
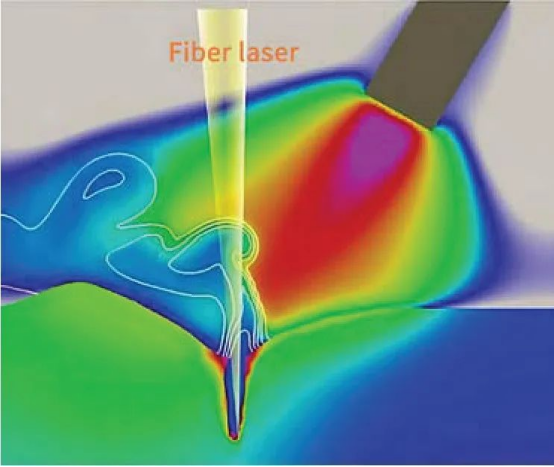
Mavenlaser-kaarihybridihitsauslaite koostuu pääasiassaRobottikäsivarsi, laser, jäähdytin, ahitsauspää, kaarihitsausvirtalähde jne., kuten kuvassa 4 on esitetty.

Laserkaarihybridihitsauksen sovellusalueet ja kehityssuunnat
Sovellusalueet
Suurteholasertekniikan kehittyessä laserkaarihybridihitsausta käytetään laajalti eri aloilla. Sen etuna on korkea hitsaustehokkuus, suuri rakosuojaus ja syvä hitsaustunkeuma. Se on ensisijainen hitsausmenetelmä keskipaksuille ja paksuille levyille. Se on myös hitsausmenetelmä, joka voi korvata perinteisen hitsauksen suurten laitteiden valmistuksessa. Sitä käytetään laajalti teollisuuden aloilla, kuten konepajakoneissa, silloissa, säiliöissä, putkistoissa, laivoissa, teräsrakenteissa ja raskaassa teollisuudessa.

Julkaisun aika: 7. kesäkuuta 2024











