



Hitsaustiedon tietosanakirja: Lyhyt keskustelu luokituksesta
ja laserhitsauksen hitsausprosessit
Teollisuustuotannossa laserhitsausta on käytetty pitkään ilmailu- ja avaruustekniikan aloilla.tarkkuushitsausja erikoismateriaalien hitsaus. Teollisuuden kehittyessä ja teknologian edistyessä laserhitsausta käytetään nykyään yhä enemmän tavallisten materiaalien hitsauksessa. Tänään käsittelemme laserhitsauksen luokittelua. Laserhitsaus on tehokas ja tarkka hitsausmenetelmä, jossa käytetään lämmönlähteenä korkeaenergistä lasersädettä materiaalien yhteen sulattamiseksi. Sillä on monia etuja, kuten nopea hitsausnopeus, pieni muodonmuutos, alhaiset hitsausympäristön vaatimukset, suuri tehotiheys, magneettikenttien vaikutuksen puuttuminen, johtavien materiaalien rajoitukset, tyhjiötyöolosuhteiden tarve ja röntgensäteiden syntymisen puuttuminen hitsausprosessin aikana.
Laserhitsaus voidaan luokitella eri näkökulmista:
- Luokittelu laserin lähtöenergiatilan mukaan:
- Jatkuva laserhitsaus: Hitsausprosessin aikana muodostuu jatkuva ja keskeytymätön hitsausmuoto.
- PulssilaserhitsausKoska hitsatun osan pintaan syötetty energia on jaksottaista, jokainen pulssimainen valopiste vaikuttaa hitsatun työkappaleen pintaan muodostaen pyöreän hitsauspisteen. Erilaisia hitsausmuotoja voidaan saada aikaan eri laserparametreilla.
- Luokittelu fokusoidun laserpisteen tehotiheyden mukaan:
- Laserlämmönjohtavuushitsaus: Tehotiheys on suhteellisen alhainen, yleensä alle 10⁵ W/cm². Laser siirtää energiaa hitsattavan työkappaleen pintaan lämmittäen metallipinnan sulamispisteen ja kiehumispisteen väliseen lämpötilaan. Lämpö siirtyy metallin sisäosaan lämmönjohtavuuden kautta, jolloin muodostuu hitsi, joka on samanlainen kuin inertti volframi.kaasuhitsaus (TIG).
- Laserhitsaus syvälle tunkeutuvalla läpihitsauksella (tähystysreikähitsaus): Kun metallipintaan vaikuttavan laserin tehotiheys on yli 10⁵ W/cm², suuritehoinen lasersäde vaikuttaa metallimateriaalin pintaan aiheuttaen paikallisen sulamisen ja "tähystysreiän" muodostumisen. Lasersäde tunkeutuu sulan altaan sisäpuolelle "tähystysreiän" läpi muodostaen hitsin.
- Luokittelu ohjaustavan mukaan:
- Manuaalinen laserhitsauslaite
- Automaattinen laserhitsauslaite
- Galvo-laserhitsauskone
- Luokittelu laserin tyypin mukaan:
- YAG-laserhitsauslaite
- Puolijohdelaserhitsauskone
- Kuitulaserhitsauskone
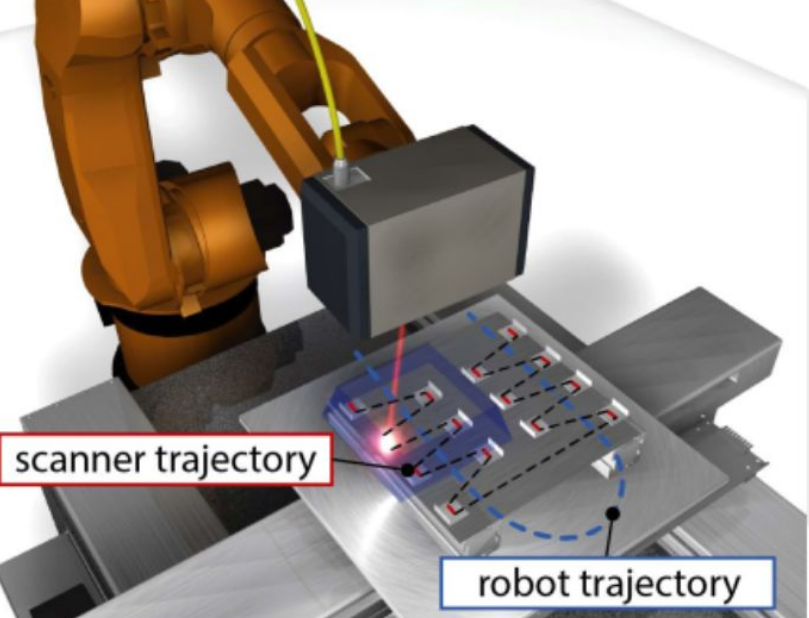
1. Lentävä laserhitsaus
Lentävä laserhitsaus yhdistää etähitsauksen, galvanometrien ja manipulaattoreiden edut ja on varustettu ammattimaisella grafiikkakäsittelyohjelmistolla, joka mahdollistaa välittömän moniratahitsauksen kolmiulotteisessa tilassa.
Tärkeimmät sovellukset:
Sitä käytetään esimerkiksi auton koreissa, istuimissa ja yleisissä autonosissa. Materiaalien osalta sitä voidaan käyttää useille yleisille materiaaleille, kuten teräslevyille, kylmävalssatuille levyille ja alumiiniseoksille, sekä komposiittimateriaaleille ja seosmateriaaleille, kuten magnesium-alumiiniseoksille.
★ Edut:
- Yhteensopiva minkä tahansa hitsausmuodon kanssa
- Sopii kaikkiin hitsaussuuntiin
- Käyttäjän määrittämä hitsaus-/pistejakauma
- Optimoitu jännityksen jakautuminen
- Pystyy nopeaan pistehitsaukseen, saumahitsaukseen, limityshitsaukseen, puskuhitsaukseen, pienahitsaukseen ja limityshitsaukseen
- Reaaliaikainen synkronointi hitsauspään ja robotin välillä laserhitsausprosessin nopeuttamiseksi
- Pienempi lattiapinta-alan tarve
- Pienemmät ylläpito- ja logistiikkakustannukset
2. Spiraalilaserhitsaus
Se on laserhitsausmenetelmä, jossa käytetään kaksoiskiilaista laseroskillaatiota. Menetelmä toteutetaan varustamalla hitsauspää erityisellä heilumismoduulilla. Tämä mahdollistaa sen, että fokusoitu valopiste muodostaa spiraalihitsauksen hitsauspään liikkuessa.
Tärkeimmät sovellukset:
Saranahitsaus, lämmönvaihtimet, putkilämmönvaihtimet, paksujen putkien hitsaus öljy- ja maakaasuteollisuudessa, laippahitsaus ja alumiiniseosten hitsaus jne.
★ Edut:
- Leveämpi hitsaus
- Erittäin korkea prosessoinnin toistettavuus/prosessin vakaus
- Parempi hitsin muodostuminen
- Yksinkertaisempi jälkikäsittely ja hitsatun työkappaleen tasaisempi pinta
- Erinomainen alumiiniseosten hitsauskyky
3. Laserjuotos
Laserjuotto tarkoittaa menetelmää, jossa käytetään lisäainetta, jonka sulamispiste on alempi kuin perusmetallin. Juotosaine kuumennetaan lämpötilaan, joka on korkeampi kuin sen sulamispiste, mutta alempi kuin perusmetallin sulamislämpötila. Nestemäinen juotosaine kastelee perusmetallin, täyttää liitosraon ja diffundoituu perusmetalliin muodostaen hitsattujen osien liitoksen.
Tärkeimmät sovellukset:
Alumiinisten runkorakenteiden hitsaus, kuten katon ja sivuseinän välinen liitos sekä ovet.
★ Edut:
- Vähentää puhtaan laserhitsauksen vikoja, kuten huokosia, halkeamia ja tuotteiden liiallisia sovitusvälejä
- Parantaa hitsauslujuutta ja tuottaa täydellisen hitsauspalon
- Vain juotoslisäaine sulaa juottamisen aikana, kun taas perusmetalli ei sula.
- Juotettujen liitosten pieni muodonmuutos, sileä ja esteettinen ulkonäkö, soveltuu tarkan hitsauksen ja monimutkaisten, eri materiaaleista valmistettujen komponenttien valmistukseen
- Pieni lämpövaikutusalue ja korkea puristuslujuus
4. Laserlangalla täytetty hitsaus
Laserlangalla hitsauksessa käytetään lisäainetta, jonka materiaali on sama tai samankaltaista kuin perusmetallin. Perusmetalli ja juotettava lisäaine sulatetaan ja jähmetetään hitsin muodostamiseksi.
Tärkeimmät sovellukset:
Ajoneuvojen ja auton osien koko korin rakenneosien hitsaus.
★ Edut:
- Vähentää puhtaan laserhitsauksen vikoja, kuten huokosia ja halkeamia
- Parantaa hitsattujen tuotteiden kelpuutusastetta ja sallii hitsattujen tuotteiden välillä hieman suuremmat raot
- Perusmetalli sulaa hitsauksen aikana, ja hitsauslujuus on suurempi kuin perusmetallin
5. Värähtelevä juottaminen
Se integroi säteen muotoilun ja hitsin seurannan samaan laitteeseen ALO3:n kautta. Lisäainelankaa voidaan käyttää mekaanisena anturina.
Tärkeimmät sovellukset:
Valkoisten korien laserjuotos, pääasiassa kattopeitteiden ja tavaratilan luukkujen laserjuotos sekä auton osien juotos. Osien vaihtelut ja kiinnitysvirheet lisäävät usein laserjuotostuksen vaikeutta merkittävästi, mikä johtaa laserhitsausprosessin erittäin vaikeaan virheenkorjaukseen. Värähtelevä juotos voi kuitenkin tehokkaasti säätää omaa hitsaussuuntaansa. Hitsauksen seurannan ja automaattisen polttovälin kompensoinnin toimintojen ansiosta lasersädettä on helppo ohjata ja kohdistaa, suunnanmuutokset voidaan toteuttaa, ja sillä on korkea automaatioaste, nopea hitsausnopeus ja korkea hyötysuhde, mikä ylläpitää hitsauksen laatua.
★ Edut:
- Hitsauksen seuranta työkappaleen hitsausradan määrittämiseksi reaaliajassa
- Hitsausradan mukautuva säätö XYZ-suunnassa kolmessa suunnassa työkappaleen poikkeamien mukaan hyvän hitsauslaadun saavuttamiseksi
- Parantaa hitsatun tuotteen tasalaatuisuutta
6. Kolmipistejuotos
Linssiin on lisätty kaksoispistemoduuli. Hitsauksen aikana juotosoptiikan kolmipistemoduuli jakaa yhden säteen kolmeen säteeseen, mikä tarjoaa ratkaisun kuumasinkittyjen teräslevyjen juottamiseen ja tekee hitsistä tasaisemman ilman halkeilua.
Tärkeimmät sovellukset:
Alumiiniseoksesta valmistettujen valkoisten korien juottaminen, kattopeitteiden ja tavaratilan kansien laserjuotos sekä auton osien juottaminen jne.
★ Edut:
- Vakaampi ja luotettavampi juotosprosessi
- Nopeampi nopeus
- Suurempi lujuus
- Kuumasinkittyjen levyhitsien parempi ulkonäkö
- Verkkopohjainen puhdistusprosessi
- Dynaaminen energian säätö
7. Moniaallonpituinen hybridihitsaus
Moniaallonpituinen hybridihitsauson Lianying Laserin kehittämä innovatiivinen hitsausprosessi. Se asettaa päällekkäin kaksi eri aallonpituuksilla olevaa lasersädettä, jolloin säteiden akselit osuvat samaan paikkaan. Pääaallonpituuden laseria käytetään pääasiassa hitsaukseen, kun taas toisioaallonpituuden laseria käytetään pääasiassa hitsauslangan ja perusmetallin esilämmittämiseen, mikä vähentää sulan metallin jäähtymisnopeutta hitsausaltaassa. Se sopii erityisesti alumiiniseoksille, magnesiumseoksille, kupariseoksille jne.
★ Edut:
- Vähentää ihohuokosten määrää
- Parantaa hitsauspalon vakautta ja lisää hitsaustehokkuutta
- Lieventää tehokkaasti lämpöjännitystä, vähentää halkeamia, parantaa hitsauslujuutta ja saa aikaan suhteellisen tasaisen ulkonäön hitsauspaloilla
Yhteenvetona voidaan todeta, että ulkomaiset teknologiat ja laitteet ovat tällä hetkellä laserteollisuudessa kokonaisuudessaan edelleen johtavassa asemassa. Ne ovat edistyneitä kaikilla osa-alueilla laserien isäntäkoneista ja optisista käsittelypäistä apulaitteisiin, kuten jäähdyttimiin, tehomittareihin, hitsauksen aikaiseen valvontaan, hitsauksen jälkeiseen tarkastukseen ja TCP-kalibraattoreihin. Kotimaiset yritykset tekevät kaikkensa saavuttaakseen eron. Laserhitsaussovellusten alalla Kiina on kuitenkin päässyt suhteellisen lähelle kansainvälistä edistynyttä tasoa, ja useita korkealaatuisia yrityksiä on syntynyt ja saavuttanut erinomaisia tuloksia.
Julkaisun aika: 05.09.2025











